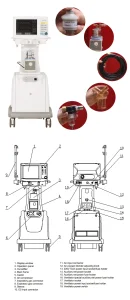
Advanced medical technology designed for life-saving ventilation and support.
Critical insights into the next decade of pulmonary care technology.
In modern healthcare procurement, searching for "Respiratory Humidifiers" now encompasses a demand for active humidification, heated wire circuits, and servo-controlled moisture management. Procurement officers are no longer just looking for a device; they are looking for a solution that reduces Ventilator-Associated Pneumonia (VAP) and improves patient outcomes.
The industry is moving toward "Smart Humidification." AI algorithms now monitor ambient temperature and flow rates in real-time to adjust heating plate output, ensuring 100% relative humidity at 37°C without excessive condensation in the tubing.
There is a growing trend toward reusable humidification chambers and eco-friendly filters, reducing the carbon footprint of intensive care units while maintaining strict aseptic standards.
The global supply chain for respiratory humidifiers has shifted significantly toward specialized clusters in China, particularly in cities like Hangzhou. The advantages go beyond mere cost reduction:




Hangzhou QMS Medical Co., Ltd. is a professional manufacturer specializing in medical ventilators, ICU ventilation systems, and respiratory care equipment for healthcare institutions worldwide. Established in 2015, the company is located in Hangzhou, China, a city recognized for its strong medical technology and advanced manufacturing industries.
The company operates a modern production facility covering approximately 10,000 square meters and employs more than 220 skilled professionals, including engineers, technicians, and quality management specialists. QMS Medical focuses on the research, development, production, and supply of respiratory support technologies designed for hospitals, intensive care units, emergency departments, ambulance services, and home healthcare applications.
Its product portfolio includes ICU ventilators, portable ventilators, transport ventilators, emergency respiratory support systems, non-invasive ventilation devices, and intelligent patient monitoring integration solutions. The company continuously invests in product innovation and engineering development to improve ventilation performance, operational reliability, and clinical usability across diverse healthcare environments.
Supported by a dedicated R&D team and advanced manufacturing capabilities, QMS Medical implements comprehensive quality management procedures throughout product design, component sourcing, assembly, testing, and final inspection. Serving customers across Europe, North America, Asia, the Middle East, Africa, and Latin America, Hangzhou QMS Medical Co., Ltd. provides flexible OEM and ODM manufacturing services to meet different market requirements.




Optimizing patient care across diverse medical environments.
In the ICU, long-term mechanical ventilation can dry out the respiratory mucosa, leading to infection. Our active humidifiers provide high-flow moisture, essential for preventing mucus plugging and ensuring effective gas exchange in intubated patients.
Portable ventilators with integrated humidification are crucial for ambulance transport. They maintain the patient's physiological state even during high-altitude helicopter evacuations or long-distance road transfers.
For patients with COPD or sleep apnea, user-friendly humidifiers integrated into home ventilators improve therapy compliance by eliminating the "dry throat" sensation associated with CPAP/BiPAP systems.
Specialized ventilators for veterinary use require precise control of tidal volumes and humidification for different species, ranging from domestic pets to exotic animals in surgical settings.
Beyond clinical use, our technology extends to energy recovery ventilation and industrial extractor fans, ensuring air quality in large-scale commercial and agricultural facilities.
Positive pressure oxygen breathing apparatuses utilize our respiratory knowledge to protect first responders in hazardous, oxygen-deprived environments.
Navigating the complex landscape of medical device procurement requires a partner with deep experience in international logistics and regulatory compliance.
Answering your technical and logistical queries about respiratory systems.
Active humidification adds heat and water vapor to the inhaled gas, mimicking the natural function of the upper airway. This is critical for preventing the drying of secretions, maintaining ciliary function, and reducing the risk of Ventilator-Associated Pneumonia (VAP).
We use high-precision galvanic or ultrasonic oxygen sensors paired with advanced closed-loop feedback algorithms. Each unit undergoes a 24-hour burn-in and calibration process to ensure it meets the ±3% accuracy standard required for clinical use.
Yes, our devices use standard 22mm/15mm ISO tapered connectors, making them compatible with the majority of universal breathing circuits, HME filters, and humidification chambers available globally.
Absolutely. We offer comprehensive OEM/ODM services, including customized UI languages, casing colors, branding/logos, and software features tailored to specific national clinical guidelines.