Explore our flagship range of high-altitude and critical care breathing systems designed for extreme reliability.

Portable Emergency Ventilator – Critical Care Respiratory Support for Ambulances

Hospital ICU Care Unit Invasive First Aid Neonatal Breathing Respirator Ventilator

Emergency Ventilator Portable Life-Saving Respiratory Aid for Critical Care Situations


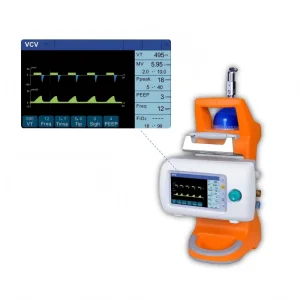
Elevating Ventilation Standards for Critical Care ICU Ventilator

Anesthesia System with Ventilator for User in ICU and Operationroom

The global market for high-altitude breathing devices and specialized ICU ventilators has transitioned from purely mechanical support to intelligent, adaptive life-support ecosystems. In the context of "High-altitude," we address two critical domains: 1) Clinical ventilation in high-altitude geographical regions where atmospheric pressure is lower, and 2) Aviation and emergency transport respiratory support where hypoxia is a constant threat.
As a leading OEM factory and exporter, we recognize that the demand is surging due to the expansion of healthcare infrastructure in plateau regions (e.g., Central Asia, the Andes, and the Tibetan Plateau) and the increasing complexity of international aeromedical evacuations. The current industrial status emphasizes portability, battery endurance, and automatic altitude compensation.
Future high-altitude devices will leverage AI-driven sensor fusion to predict patient desaturation before it occurs. This involves real-time monitoring of SpO2, EtCO2, and atmospheric pressure to adjust FiO2 (Fraction of Inspired Oxygen) dynamically.
We are moving toward Solid-state battery integration, providing 10+ hours of operation for portable emergency ventilators in a form factor under 3kg, essential for ambulance and mountain rescue teams.
Remote monitoring capabilities allow specialists in central hospitals to adjust ventilator settings for patients in remote high-altitude clinics via encrypted 5G or satellite links.
Our OEM/ODM breathing devices are engineered for diverse environments, ensuring that "one size does not fit all." From the sterile environment of an ICU to the rugged conditions of a frequency-converter driven industrial ventilator, our applications include:
Hangzhou QMS Medical Co., Ltd. is a professional manufacturer specializing in medical ventilators, ICU ventilation systems, and respiratory care equipment for healthcare institutions worldwide. Established in 2015, the company is located in Hangzhou, China, a city recognized for its strong medical technology and advanced manufacturing industries.
The company operates a modern production facility covering approximately 10,000 square meters and employs more than 220 skilled professionals, including engineers, technicians, and quality management specialists. QMS Medical focuses on the research, development, production, and supply of respiratory support technologies designed for hospitals, intensive care units, emergency departments, ambulance services, and home healthcare applications.
Its product portfolio includes ICU ventilators, portable ventilators, transport ventilators, emergency respiratory support systems, non-invasive ventilation devices, and intelligent patient monitoring integration solutions. Supported by a dedicated R&D team and advanced manufacturing capabilities, QMS Medical implements comprehensive quality management procedures throughout product design, component sourcing, assembly, testing, and final inspection.
Serving customers across Europe, North America, Asia, the Middle East, Africa, and Latin America, Hangzhou QMS Medical Co., Ltd. provides flexible OEM and ODM manufacturing services to meet different market requirements.





We provide full-lifecycle ODM services—from industrial design and PCB layout to clinical validation and global certification (CE/ISO). Our "Factory-Direct" model ensures cost-efficiency without compromising medical-grade reliability.
By leveraging Hangzhou's tech ecosystem, we guarantee a stable supply of critical components (valves, sensors, turbines), mitigating global logistics risks for our international partners.
Beyond hardware, we provide comprehensive training modules for clinicians on lung-protective ventilation and high-altitude respiratory physiology.
Reliable technology for every respiratory challenge.

My-E003D-a Mobile ICU Ventilator Machine for Adult Infant Neonatal


Smart Ventilation Technology for Superior Heated Space Management

Multifunction Hydro Dermabrasion Machine Deep Cleansing Facial Care System

Ltsv07 Best Selling First-Aid Emergency Medical Portable Ventilator with CE ISO

Hydroponic Shipping Container Farms Box Modular Farm Solution 40hq Hydroponic Container System





